









With the recognition that data is their most precious asset, businesses are increasingly investing in systems to capture, analyse, and leverage information for competitive advantage. But consider that when we say “gathering insights from data,” the predominant kind of data we’re talking about is textual: Product descriptions, email communications, customer feedback, reports, and so forth. One vast and invaluable source of data has, until recently, remained largely untapped: Visual data.
Images are everywhere: They dominate social media feeds and online advertisements, they’re prominent in product listings, and they make up much of the visual deluge that is user-generated content. All this data comprises not background noise but a goldmine of information.
Beyond Image Recognition: The Visual Revolution in Business
In 2009, Google launched Google Goggles, which enabled people to search the web using photos clicked on digital cameras and phones. It was, roughly speaking, a precursor to Google’s reverse image search and Google Lens. This early venture into image recognition (IR) laid the groundwork for broader computer vision applications: By the early 2010s, Amazon began investing heavily in improving product IR, leading to Amazon Rekognition in 2016. Around the same time, Meta (then Facebook) started with basic facial recognition for photo tagging; they later introduced the advanced system called DeepFace.
In retail, Walmart began experimenting in the mid-2010s with cameras on shelves for inventory management—and then the “Scan & Go” app feature to ease checkout for customers. In manufacturing, Siemens adopted computer vision technology—specifically, automated optical inspection (AOI) solutions—to automate quality control on assembly lines, inspecting products for defects with unprecedented speed.
These early forays demonstrated the potential of AI-driven visual intelligence. By extracting insights from images—whether understanding customer behaviour from existing photos on social media, or detecting anomalies in factory equipment through continuous image streaming—companies found they could elevate their marketing, branding, and operational strategies.
Think about it: Every day, billions of images are captured, shared, and consumed. It flows from smartphones, security cameras, drones, industrial sensors, and medical devices. From photos in UGC that feature a company’s products to surveillance footage on a factory floor, from satellite imagery to X-rays in a clinic—visual information is ubiquitous. For a long time, the potential of most of this data was just locked away; traditional (simplistic!) analysis methods simply could not keep pace with the sheer volume and complexity of the data. For businesses to be able to harness it to any substantial extent, computer vision—which enables machines to “see” and interpret images—had to attain contemporary levels of sophistication.
How AI Sees—and Understands What It Sees
What is visual intelligence, and how is it related to computer vision?
Computer vision, simply put, enables machines to inspect and interpret visual data, such as the data contained in a photograph. Visual intelligence is broader; it is the branch of AI concerned with classifying, understanding, and drawing conclusions about visual data in diverse contexts. Going well beyond what is called image recognition, visual intelligence has the capability to discern objects, people, logos, locations, and other elements within an image—and then make sense of all these elements.
Systems that embody such intelligence learn from vast collections—“large datasets”—of images. In its training phase, an AI model examines examples of the objects or patterns it needs to recognise. Over time, it becomes adept at identifying them by looking at numerous details including colour, shape, texture, and surrounding context. A “visually intelligent” AI system can not only tell there’s a car in a photo but also recognise the brand, the model, and—based on subtle visual cues—even the make.
Modern computer vision algorithms—and therefore visual intelligence—drive a number of benefits for businesses, ranging from smarter marketing to streamlined operations. Let’s look at each of these.
Social Listening for Brand Insights
Companies rely heavily on social media to build brand awareness, but traditional monitoring tools miss a significant portion of the conversation: Images in user-generated content (UGC). AI-driven visual intelligence tools scan and analyse millions of images shared on social media. They give companies insights into how their products are perceived, used, and integrated into daily life.
A beverage company, for instance, can use AI image recognition algorithms to detect instances of cans of its products showing up in UGC on platforms such as Instagram. Visual-intelligence tools augment this capability so the business can capture the “visual conversation” around its brand: Track brand visibility, understand where customer engagement really stands, identify trends related to its products, and derive insights from those trends.
Along the same lines, a food brand could identify that its snack is consistently featured in student study group photos, which commonly extend into late-night study sessions—which in turn are often linked to the need for sustained energy and focus.
Such observations enable companies to gauge the effectiveness of their marketing campaigns and customer engagement strategies, refine their marketing campaigns for specific demographics, assess product performance in real-world scenarios, and gain a more nuanced view of brand exposure and customer interaction. The food brand, for instance—with the insight that their snack is a favourite for late-night study sessions—could take numerous actions to target that demographic:
- developing marketing campaigns specifically for students studying late, with the snack promoted as “study fuel” or “brain food”; design packaging that highlights the snack as such
- ensuring the snack is readily available in campus convenience stores, vending machines in university buildings, and so forth
- introducing “study bundles” or student discounts on the snack—and offering promotions during exam periods
Online Shopping: Visual Search and Personalised Product Discovery
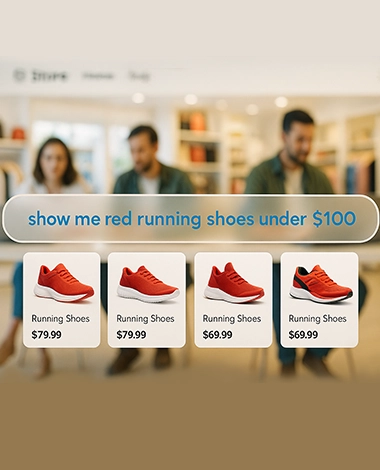
AI reverse image search, which enables shoppers to use an image as their query, could be a game changer in the online retail landscape. By eliminating the friction of describing an item using text, it adeptly bridges the frustrating gap between seeing something one likes and being able to find and purchase it online.
In fact, this aligns perfectly with how people get their inspiration in the visual-heavy digital world—and translates that inspiration directly into purchasable items.
Then, think about product recommendations: Today, generic recommendations on e-commerce sites simply fail to meet consumer expectations for personalised experiences. Among other avenues towards personalisation is visual intelligence that uses image recognition algorithms to understand what shoppers like.
As with textual elements but with more potential for discovery of a user’s core preferences, AI-powered systems can analyse visual elements from their past purchases, browsing history, and images they’ve saved. Such analysis focuses on—and grasps subtle preferences related to—details such as colours, patterns, textures, and overall aesthetics. The resultant understanding allows retailers to build a rich profile of a customer’s visual leanings, enabling curation of hyper-personalised product recommendations. This often results in significantly improved engagement and conversion rates.
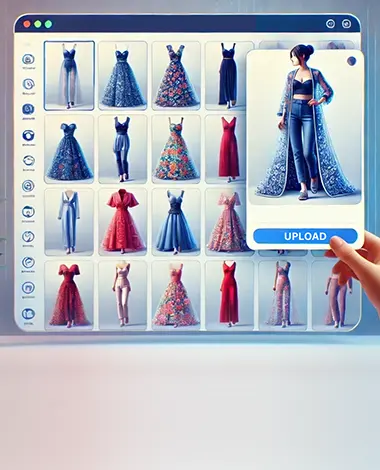
A good example is ASOS’s “Style Match” tool, which enables users to upload a photo of an outfit or item they’ve seen—perhaps on social media, in a magazine, or worn by someone they notice walking down a street. ASOS then employs an image-recognition system to analyse the visual characteristics of the uploaded image and instantly presents visually similar products from its vast online catalog. This capability bridges the gap between real-world inspiration and online purchasing. Not only does it make it easy for customers to find exactly what they are looking for, it enables easy discovery of new items that perfectly align with their visual preferences.
Brand Protection and Counterfeit Detection
Visual intelligence can play a crucial role in protecting a brand’s intellectual property and brand reputation—and securing revenue streams—in an age where content can be easily copied and disseminated.
Computer-vision systems, particularly those powered by models called Convolutional Neural Networks (CNNs), have emerged as a powerful tool for brand asset detection. Such systems can continuously scan millions of images across e-commerce sites, social media, and forums—looking for logos and trademarks on branded products and packaging. They can detect these to an astonishingly high degree of accuracy, even when they have been modified or partially obscured in fraudulent attempts to prevent detection.
More advanced architectures are capable of real-time image and video processing, which is necessary in able to monitor content such as constantly updated social media feeds. In fact, the need for brand protection—especially in the extreme case of the availability of counterfeit products—has spurred the development of e-commerce scanning systems that scour online marketplaces for potentially fraudulent listings; an example is Visua Labs’ “Counterfeit Detection Platform.” Such systems include image recognition and analysis as an important component alongside text analysis and other models.
When a company does detect unauthorised use of its brand assets (including the sale of counterfeit goods), action must be swift if it is to minimise loss of revenue and damage to brand reputation. A 2024 journal article reports that AI systems have even automated the process of generating and submitting takedown requests. For each case of intellectual property infringement, these systems can determine which company and which authorities are to be contacted, the nature of the warnings and notices to be issued, whether or not a generated takedown notice complies with the law, and so forth.
Computer Vision for Anomaly Detection Through Automated Optical Inspection
Computer vision applications in manufacturing include quality control and predictive maintenance through automated visual inspection.
Ensuring consistent product quality is a massive undertaking, especially in large-scale manufacturing. Manual inspections are prone to human error and can be incredibly time-consuming. AI-driven automated optical inspection systems are deployed to continuously analyse images or video feeds of raw materials, finished goods, and products moving along an assembly line.
These systems are trained to identify microscopic defects and anomalies, deviations from specifications, and missing components—any of which could be imperceptible to the human eye—with the speed and accuracy typical of today’s AI systems. Automated visual inspection enhances the precision of quality checks—which ensures consistent product standards, drives significantly higher overall product quality, and prevents products with defects from reaching the market.
In the automotive industry, for instance, manufacturers including BMW use automated visual inspection systems on their assembly lines—which continuously scan car parts such as body panels or engine components for tiny imperfections, scratches, or misalignments. By detecting these flaws early in the production process, companies can ensure that only high-quality components are used—which in turn prevents costly defects in finished vehicles and helps maintain their reputation for precision engineering and reliability.
Also consider that preventing equipment breakdowns before they occur is a cornerstone of efficient operations, a challenge for which visual intelligence offers a powerful approach. Automated optical inspection systems analyse images or video streams of industrial machinery and critical infrastructure like pipelines or bridges. They look for subtle visual cues of corrosion, cracks, leaks, or overheating. This enables detection of potential equipment failures early, preventing costly unscheduled downtime and extending the operational life of assets. Further, a proactive approach such as this enables companies to schedule maintenance activities precisely when they are needed, which reduces the costs associated with emergency repairs.
AI in Inventory Management and Supply Chain Logistics
Traditional approaches to inventory management are often labour-intensive and prone to inaccuracies, and can fail to prevent costly stockouts or overstocking. Visual intelligence systems address this by employing cameras in warehouses, on retail shelves, or in stockrooms—continuously identifying products, counting items, and monitoring shelf arrangements in real-time. Such automation gives businesses immediate, accurate visibility into inventory levels and means fewer instances of stockouts and overstocking.
Next, consider that the movement of goods through a complex supply chain presents numerous points where delays or errors can occur. Visual data processing provides critical insights that help enhance such intricate networks. Computer vision algorithms and systems can analyse images or video feeds of packages, containers, vehicles, or goods at various points in the supply chain—from loading docks to warehouses and distribution centres—identifying labels and barcodes, assessing package integrity, and evaluating cargo arrangements. These capabilities mean greater transparency and control over logistics operations, fewer shipping errors, faster processing times, and a more streamlined and cost-effective supply chain.
Augmented Reality (AR) Experiences
Powered by image recognition, Augmented Reality (AR) overlays digital information and virtual objects onto the real world. Simply put, a customer uses their phone’s camera to capture a real-world environment such as a living room; an app then employs image processing and visual analysis techniques to understand surfaces, dimensions, lighting, and object positions in the room. This enables the customer to, for instance, place an object—such as a piece of furniture—in the room to see how it looks before buying. It also allows the furniture company to provide interactive assembly instructions that appear directly on top of a physical product. All of this enhances product visualisation, engagement, and decision-making.
IKEA’s Place app, for instance, allows users to virtually “place” true-to-scale 3D models of IKEA furniture in their homes using their phone’s camera. This eliminates guesswork, helps customers visualise how a new product will integrate with their existing décor, and significantly reduces the likelihood of returns due to items not fitting or looking as expected.
Conclusion and Future Outlook
AI-driven visual intelligence has only relatively recently begun to change how businesses interact with markets and how they operate. This sub-field of AI enables machines to interpret and classify visual data at a level of sophistication that goes far beyond pixel analysis.
Companies can use visual intelligence to gain customer insights from social media, improve operations through automated quality control and smart inventory management, and enable personalised customer experiences through visual search and augmented reality.
The applications of visual intelligence continue to expand. We can expect it to play a more central role in shaping business in the years to come; utilising its capabilities could soon be a strategic requirement for competitive advantage.
References and Further Reading
- Amazon Rekognition (AWS)
- Analytics and Reporting Solutions (Focalworks)
- ASOS adds visual search to ease your fashion hunt (Engadget)
- Computer vision-based PCB assembly inspection (Siemens)
- DeepFace: Closing the Gap to Human-Level Performance in Face Verification (Meta)
- Digital Transformation in the Automotive Industry: The Pre-Purchase Experience (Focalworks)
- Google Lens (Google)
- How AI-Driven Product Descriptions Are Revolutionising E-commerce (Focalworks)
- IKEA Place app launched to help people virtually place furniture at home (IKEA)
- Offline, meet online: a marketing experiment with Google Goggles (Google)
- Optimization of inventory management through computer vision and machine learning technologies (ScienceDirect)
- Popular applications of computer vision in logistics (viso.ai)
- Real-Time Quality Control in Manufacturing: Leveraging Streaming Image Data and Image Processing Techniques (International Research Journal of Modernization in Engineering Technology and Science)
- Using Computer Vision for Predictive Equipment Failure Detection (LLumin)
- Vision system guarantees quality at BMW (Eureka)
- Walmart+ Benefits – Mobile Scan and Go (Walmart)
Table of Contents